
Over the past two decades, Costa Rica has transformed into one of Latin America's most critical manufacturing and exportation hubs for high-value industries. Boasting world-class infrastructure within its specialized Free Trade Zones (FTZs) such as Coyol Free Zone, Cartago Industrial Park, and Heredia Tech Parks, the country hosts over 300 multinational corporations. These facilities specialize in medical devices (life sciences), aerospace components, advanced microelectronics, and precision food packaging.
This high-precision industrial output demands zero-tolerance safety environments. System integrators, safety engineers, and facilities directors face stringent local and global regulatory standards—including NEC compliance, OSHA directives, INTECO standardizations, and explosion-proof zoning. This is where high-spec Auxiliary Products, including smart interlock systems, low-voltage junction stations, explosion-proof alarms, and intelligent IoT gateways, become critical components of safe and efficient factory loops.

Detection Systems - Safety First from Precision Sensing

Gas Detectors - Home Safety from Gas Monitoring

Gas Solenoid Valves - Protecting from the Source

Distribution & Monitoring - Smart Sensing for Urban Gas
High-grade control hubs designed to process sensor telemetry, manage safety shutdowns, and output real-time status data to SCADA environments.



In modern manufacturing, particularly within Costa Rica's critical sectors (Life sciences cleanrooms, microchip packaging, and specialized chemical synthesizers), safety is no longer just a passive checklist requirement. Today, it forms the bedrock of operational uptime and environmental, social, and corporate governance (ESG) compliance. The integration of Industrial Internet of Things (IIoT) and smart auxiliary components drives this evolution.
Gone are the days when gas sensors and interlock control boxes operated as isolated circuit units. The introduction of advanced gateways—such as the FDG-X304 series—has established a unified highway for localized telemetry. These units bridge physical sensor interfaces (such as RS485, Modbus, 4-20mA, or wireless RF) directly into Cloud-based Enterprise Resource Planning (ERP) databases and plant SCADA software. The technology roadmaps for upcoming manufacturing systems in Central America prioritize edge-computing gateways capable of executing localized analytics and initiating fast-acting safety shut-offs even if primary network communication drops.
In facilities handling VOCs, solvents, or volatile chemicals, safety alarms must function without introducing spark hazards. Modern, explosion-proof light and sound alarms (such as the BJX and BBJ series) utilize high-visibility LEDs and high-decibel piezo-electronic elements. Sealed in robust IP66 aluminum alloy housing, they provide clear, reliable warnings in harsh environments while preventing internal electrical ignition from escaping into hazardous atmospheres.
Medical device manufacturing requires strict environmental boundaries. When gas safety systems detect toxic VOCs or oxygen depletion, interlock control boxes automatically lock down cleanroom pass-through doors, trigger localized ventilation fans, and safe-state raw material delivery lines. System modularity allows quick reprogramming of relay outputs, helping engineers easily adapt systems during factory expansion without requiring costly rewiring.
Designed and certified to meet high-tier ATEX, IECEx, and CNEx explosion-proof standards, ensuring total protection in Class I Div 1 & 2 zones.
Low-voltage control equipment and smart transmitters calibrate quickly, ensuring minimal downtime and drift-free operation.
Deploy integrated digital systems utilizing Modbus TCP/IP, LoRaWAN, and 4G protocols to securely monitor gas levels and voltage states remotely.
Low maintenance demands, robust corrosion-resistant materials, and scalable setups minimize the total cost of ownership (TCO).

Founded in 2003, Xinhaosi has grown to become one of the gas safety industry's most trusted brands. We specialize in providing customer-focused products and services that protect industrial facilities, commercial spaces, and residential communities. Powered by cutting‑edge production lines and advanced sensor technology, we deliver reliable, precise gas safety and auxiliary system solutions designed for a safer tomorrow.
Our commitment to Quality Management Systems (QMS) ensures every low-voltage power box, interlock controller, smart transmitter, and alarm module undergoes rigorous testing before dispatch. This attention to detail guarantees that safety systems installed in Costa Rica's high-tech manufacturing parks perform flawlessly under critical conditions.
Costa Rican electronics, medical, and aerospace manufacturers require reliable logistics and quality components. Standard off-the-shelf auxiliary equipment often fails to meet the strict electrical and mechanical standards of advanced production lines. By sourcing from a smart China Factory 4.0, global procurement teams secure a robust, flexible supply chain designed for high-mix, low-volume (HMLV) specialized products.
Modern smart manufacturing facilities deploy automated Surface Mount Technology (SMT) for circuit board assembly, alongside automated optical inspection (AOI) and comprehensive functional testing. This automated setup minimizes human error, ensures consistent quality, and shortens production cycles. For custom power boxes and controller enclosures, CNC sheet metal fabrication and laser cutting allow fast design adaptations without high tooling costs.
Quality control forms the core of high-performance auxiliary manufacturing. Every unit undergoes strict environmental chamber testing (including high-temperature burn-in, vibration testing, and humidity checks) to ensure long-term stability in tropical climates like Costa Rica's. This rigorous process guarantees that all shipped systems arrive field-ready and fully certified.

Deploying electrical equipment and gas safety systems in Costa Rica requires adherence to national codes and international standards. Key regulatory frameworks include:
We provide comprehensive engineering support, providing detailed CAD wiring schematics, technical data sheets, and compliance certificates for hassle-free plant integration.

Full-chain integration, comprehensive protection, and intelligent system design.
We supply complete system solutions, from basic sensor integration to customized alarm arrays, tailored to meet specific industrial layouts.
We engineer specialized enclosures, customize low-voltage configurations, and program interlock controllers to fit your unique factory floor plans.
We manage end-to-end logistics with secure shipping, direct-to-port routing to Limón or Caldera, and complete customs clearance documentation.
























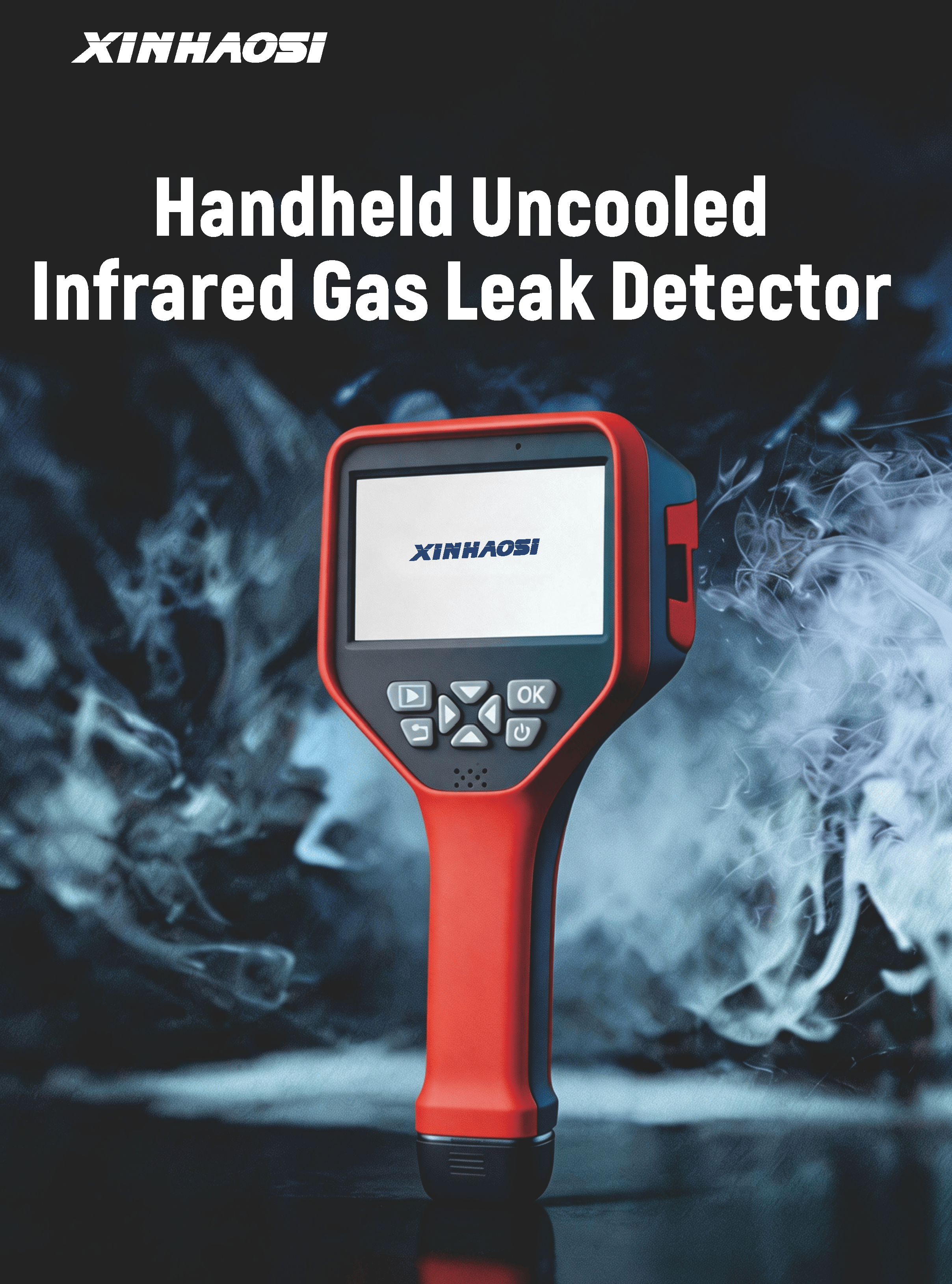
Featuring dual-technology fusion, ultra-fast response, and long-distance non-contact detection to enhance safety and efficiency in petrochemical, refrigeration, and natural gas systems.

Bringing together cross-border platforms, buyers, and manufacturers to build international partnerships and grow overseas market reach.

Connecting Chinese safety equipment manufacturers and Southeast Asian utility partners to foster industrial development and explore new business opportunities.
Select from our verified range of auxiliary components, designed for fast installation and long-term reliability.





Connect with our senior engineering team to design custom enclosures, set up interlocking safety logic, or request direct component quotes for your Costa Rican facility.
Send Inquiry Now




