
In modern industrial gas transmission, power generation, and high-capacity heating networks, the 3 Inch Gas Solenoid Valve (DN80) serves as a critical component in ensuring system integrity and safety. As a primary emergency shut-off valve, this size bracket bridges the gap between light commercial applications and heavy industrial distribution networks. Ensuring the reliable operation of these systems requires an in-depth understanding of flow mechanics, metallurgy, electrical ratings, and compliance standards.
Information Gain Highlight: Unlike standard off-the-shelf valves, industrial-grade 3-inch solenoid valves must be calculated with strict adherence to the system's dynamic pressure drops. The sizing must account for the specific gravity of the media—whether Natural Gas (Methane), Liquefied Petroleum Gas (LPG/Propane), or manufactured gas mixtures—to prevent premature cavitation or choke flow.
Selecting a solenoid valve based solely on the nominal pipeline diameter (such as 3 inches / DN80) is a common procurement error. Engineers must compute the required flow coefficient (Kv) using the equation:
Where Q is the flow rate in m³/h, ρ is the density of the gas relative to air at standard conditions, and ΔP is the maximum permissible pressure drop across the valve. For a 3-inch valve, a typical Cv value ranges from 85 to 110. An underestimated Cv restricts system capacity and causes downstream pressure drops that can disrupt burner flame characteristics. Conversely, an oversized valve can lead to valve chatter, causing accelerated wear on the valve seat.
The valve body and sealing materials must be selected based on the operating environment:

Founded in 2003, Xinhaosi has established itself as one of the most influential and reliable brands in the gas safety industry. We provide customer-focused products and services designed to safeguard the operations of modern factories, commercial spaces, and residential environments globally.
By leveraging advanced electronic detection technology, we make unknown gas leak risks visible and manageable. Powered by state-of-the-art production systems, Xinhaosi delivers precise gas safety solutions, ensuring safety from detection through automated control.
More About Us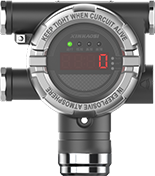
High-precision gas detection systems designed for industrial environments.

Reliable gas safety and monitoring solutions for residential and commercial spaces.

Emergency shut-off valves designed to stop gas leaks at the source.

Smart sensing and monitoring technologies for municipal gas grids.
Sourcing a 3-inch gas solenoid valve from a leading Chinese manufacturer offers strategic supply chain advantages, combining cost-efficiency with high-precision manufacturing. Advanced factories leverage fully integrated production processes—from automated gravity casting and multi-axis CNC machining to coordinate measuring machine (CMM) testing.
These integrated supply chains ensure consistent quality, matching or exceeding European and American specifications. By concentrating raw materials, tooling, coil winding, and electronics assembly in a single manufacturing hub, lead times are shortened, and custom engineering options remain accessible for enterprise buyers.
For international procurement, compliance with regional safety standards is critical. High-quality manufacturers ensure their valves meet the following international specifications:
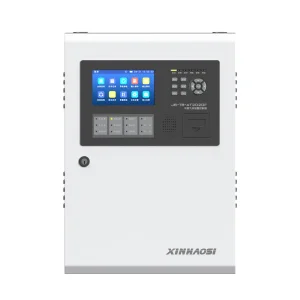
A 3-inch solenoid valve does not operate in isolation. It forms the final control element of an integrated safety loop. For instance, in a large-scale commercial boiler room or industrial furnace, the 3-inch solenoid valve (such as the CT-XF5 Series) is interlocked with gas detection systems like the GTYQ-AT0501 or the XP3000.
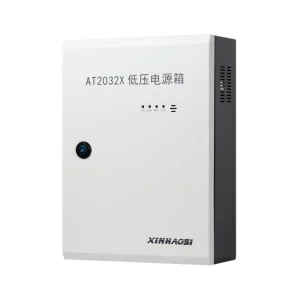
When the detector senses combustible gas concentrations exceeding 10% LEL (Lower Explosive Limit), it signals the interlock control box (e.g., JB-MK-AT2041/4G). The control box cuts the power to the solenoid valve within 1 second, closing the valve via an internal spring return mechanism and isolating the gas source.
Xinhaosi Electronic Detection Technology Co., Ltd. has officially launched its new Handheld Uncooled Infrared Gas Leak Detector, featuring dual-technology fusion, rapid response times, and non-contact detection for industrial safety.

Xinhaosi recently participated in the 5th Western China Cross-Border E-Commerce Expo in Chengdu, building partnerships with global buyers and strengthening international supply chains.

Xinhaosi joined the 2026 Sichuan (Chengdu) – Indonesia Industry Matchmaking Conference, exploring new business opportunities and safety integrations for Southeast Asian markets.
Direct-acting solenoid valves utilize the electromagnetic force of the coil to lift the valve plug directly off the seat, allowing them to operate at zero differential pressure. However, for a 3-inch (DN80) pipeline, the force required to lift the plug against high pressure is significant, requiring larger, high-power coils.
Pilot-operated valves utilize the line pressure of the gas itself to assist in opening and closing the valve. They require a minimum pressure differential (typically 0.3 to 0.5 bar) to operate effectively. In zero-pressure or low-pressure gravity systems, direct-acting or pilot-assisted (zero-differential) designs are required to prevent valve stall.
While Nitrile Butadiene Rubber (NBR) is highly effective for clean, dry methane at ambient temperatures, it can degrade when exposed to certain impurities. If the gas contains traces of hydrogen sulfide (sour gas) or heavy liquid hydrocarbons (wet gas), NBR can swell and lose its sealing capacity. In these environments, fluorocarbon (FKM / Viton) or HNBR seals are recommended for chemical resistance and temperature tolerance.
Integration is achieved through a safety control loop. The gas detector (such as the GTYQ-AT0501 or GTYQ-AT0602) continuously monitors the environment. Upon detecting a gas concentration above a preset limit (e.g., 20% LEL), it sends a signal (typically a 4-20mA analog signal or RS485 Modbus) to the interlock control box. The control box immediately cuts power to the solenoid valve, activating the valve's internal spring-return mechanism to shut off the gas flow.
Solenoid valves installed in gas pipelines must have explosion-proof electrical assemblies. The standard certifications include ATEX (Europe), IECEx (Global), and UL/CSA (North America). The valve's coil enclosure must be rated for the hazardous area class—typically Class I, Division 1 or Zone 1, with an Ex d (flameproof) or Ex i (intrinsically safe) protection rating to prevent potential ignition sources.
Extreme temperatures can impact both the mechanical and electrical components of the valve. Low temperatures can cause elastomer seals to harden and lose flexibility, leading to potential leaks. High temperatures can increase the electrical resistance of the solenoid coil, reducing its electromagnetic pull and efficiency. High-quality valves specify operational temperature ranges (typically -20°C to +60°C) and utilize class H coil insulation to withstand thermal stress.