Explore our core selection of industrial-grade detectors, input modules, control systems, and automated shut-off solenoid valves.

Modern industrial safety protocols demand gas detection systems that operate with near-zero latency, robust failure protection, and maximum sensor specificity. At Xinhaosi, we utilize advanced electronic detection technology to make unknown gas leak risks clear and visible. The architecture of a high-quality gas detection system comprises three critical layers: the primary sensing node, the centralized controller/intelligent terminal, and the automated mechanical mitigation valve.
By pairing high-reliability JB-TB-AT2020S and JB-TB-AT2020DX controllers with explosion-proof combustible gas detectors like the GTYQ-AT0505 and GTYQ-AT0602, industrial facilities achieve complete loops of sensing and containment. These systems utilize Catalytic Combustion, Electrochemical, and Non-Dispersive Infrared (NDIR) detection technologies. NDIR systems, for example, rely on optical light path sampling to identify specific gas molecules based on their unique infrared absorption spectra. This prevents false alarms commonly triggered by cross-interference, ensuring that safety systems activate only in the presence of true hazards.
Furthermore, signal integration via input devices like the AT0421X translates field data into digital protocols (Modbus RTU, 4-20mA, HART, or LoRaWAN wireless transmissions). In the event of gas concentration spikes exceeding safety thresholds, the controller signals the industrial gas solenoid valves (normally open or normally closed models, such as the BT-XF5 or XF3 series), shutting off gas flow at the source immediately to mitigate hazards.

Founded in 2003, Xinhaosi is one of the most influential and reliable brands in the gas safety industry.

For more than two decades, our engineering objective has been to eradicate safety blind spots in petrochemical zones, urban utility corridors, commercial facilities, and residential environments. Powered by cutting-edge production systems, automated SMD lines, and state-of-the-art environmental testing chambers, we deliver safety products designed for maximum durability. We design and manufacture four primary categories of gas safety solutions:
By integrating full-chain design, components manufacturing, assembly, and compliance testing under one factory structure, we offer global partners dependable and cost-efficient solutions.
Our commitment to global safety standards is backed by strict engineering parameters and comprehensive product verification.
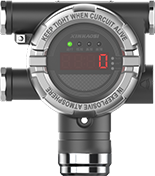
Our industrial detectors (like the GTYQ-AT0505 and GTYQ-AT0602) feature cast aluminum alloy housings, certified Ex d IIC T6 Gb protection, and dust-tight IP66 enclosures, enabling reliable performance in volatile zones.
Engineered to meet Functional Safety IEC 61508 requirements, supporting continuous self-diagnostics, sensor fail-safe modes, and reliable relay actions to prevent system failures.
Equipped with smart wireless terminals, our systems support cloud-connected gas monitoring and Modbus/RS485 networks, enabling automated safety operations across remote infrastructure.
Procuring industrial gas detection systems on a global scale requires balancing technical precision with cost-effective operations. The Chinese industrial electronics ecosystem provides major advantages for high-volume B2B buyers. The Southwest China manufacturing corridor (centered in Sichuan) offers access to advanced semiconductor testing systems, high-quality aluminum die-casting, and skilled instrumentation engineers.
Our integrated manufacturing facilities feature semi-automated assembly, automatic optical inspection (AOI), environmental stress testing, and advanced gas calibration systems. We construct critical system components—such as explosion-proof housings, signal transmission modules, and safety solenoid valves—in-house, giving us close control over lead times and final product quality.
Additionally, our high-volume sourcing allows us to offer cost-effective pricing on complex devices like double-infrared flame detectors and gas solenoid valves. This makes our solutions highly accessible for EPC contractors, gas grid operators, and distributors globally, offering high performance and certification compliance without high price points.



From deep mining operations to modern urban utility channels, our gas safety systems perform reliably in the most demanding conditions.
In drilling fields, refineries, and chemical storage facilities, volatile hydrocarbon vapors create constant explosion risks. Our explosion-proof detectors (e.g., GTYQ-AT0505) monitor LEL (Lower Explosive Limit) values continuously. Connected with high-capacity solenoid valves, they shut down fuel paths immediately upon detecting a gas release, containing hazards before ignition occurs.
Underground shafts and municipal utility tunnels are highly vulnerable to methane gas accumulation and oxygen displacement. Devices like the GT-AT0616 Series Underground Shaft Combustible Gas Monitoring Device provide critical real-time alerts. Equipped with rugged housings to withstand high humidity and dust, these detectors keep maintenance crews safe in enclosed environments.
Municipal gas pipeline systems require continuous pressure monitoring and rapid detection of fugitive emissions. Using wireless intelligent terminals like the GT-AT0636 Series, pipeline operators can monitor distributed pressure and gas concentrations remotely. This allows city utilities to address small leaks before they turn into major hazards.
Exporting gas safety systems worldwide requires compliance with strict regional standards. Our products are engineered and tested to comply with international regulations, including ATEX, IECEx, UL, and CE directives, ensuring smooth integration into safety systems worldwide.
To support B2B clients, we maintain calibration networks and partner with technical service centers in Europe, Southeast Asia, South America, and the Middle East. Whether you require standard calibrations, replacement sensor cells, or system commissioning support for projects like the BT-XF5 industrial solenoid valves, our global team ensures prompt response times and system reliability.
The gas detection industry is transitioning from localized safety warnings to cloud-connected, predictive analytics systems. Sensor technologies are also advancing rapidly. For example, modern optical detectors, such as the IFD2020 Infrared Flame Detector, provide high-precision flame sensing using real-time optical path sampling and LED status indicators, minimizing false alarms from sunlight or welding sparks.
Key technological shifts shaping the market include:
Xinhaosi remains committed to safety innovation, engineering our instruments to integrate smoothly with the cloud-based and SCADA-connected industrial systems of tomorrow.
Detailed technical answers addressing standard engineering, installation, and compliance questions for safety managers and B2B buyers.
Infrared (IR) flame detectors monitor specific infrared spectral bands (typically around 4.4 micrometers, where carbon dioxide emissions from hydrocarbon fires peak). This makes them highly resistant to environmental interference like arc welding, lightning, and hot dust, which can cause false alarms in Ultraviolet (UV) detectors. Dual-spectrum or multi-spectrum models combine both UV and IR sensors, activating only when both signals match a flame profile, providing high reliability in heavy industrial applications.
Normally Open (NO) valves remain open under normal operations, requiring an electrical pulse to trigger a closure when a gas leak is detected. This design is highly reliable and prevents unexpected shutoffs during general power interruptions. Normally Closed (NC) valves require continuous electrical power to stay open. If power is cut or a safety circuit opens, the valve shuts automatically, providing a fail-safe configuration for high-risk systems.
Safety Integrity Level 2 (SIL-2) certification indicates that a controller has been independently verified to meet functional safety standards, with a Probability of Failure on Demand (PFD) between 0.01 and 0.001. This ensures that the system's software and hardware diagnostics can reliably detect faults and trigger emergency shutoffs when gas hazards occur.
Calibration intervals depend on the sensor type and application environment. Generally, catalytic bead and electrochemical sensors should undergo bump testing monthly and full calibration every 3 to 6 months. High-stability optical NDIR sensors can operate reliably with annual calibrations. Regular testing ensures sensor accuracy and accounts for natural drift and environmental exposure over time.
Yes, provided the wireless terminal (such as the GT-AT0636) is housed in an approved flameproof (Ex d) or intrinsically safe (Ex ia) enclosure. These systems operate on low-power radio bands, minimizing energy output below ignition thresholds, enabling safe wireless telemetry in explosive environments.
Stay up to date with product releases, regional exhibitions, and international partner summits from Xinhaosi.
We are pleased to introduce our Handheld Uncooled Infrared Gas Leak Detector, featuring dual-technology fusion, rapid response, and remote non-contact detection for petrochemical, industrial safety, and municipal gas networks.

Connecting with global B2B buyers and distribution networks, our team highlighted our advanced gas solenoid valves and industrial safety control networks at the Chengdu Expo.

We engaged with industrial development leaders in Chengdu to coordinate gas monitoring supply partnerships, expanding our sales and service network in Southeast Asia.
We work closely with major engineering firms, gas distributors, and industrial organizations worldwide.








Explore our range of flame detectors, wireless terminals, portable instrumentation, and explosion-proof gas safety devices.













